Pultrusion Process of Fiber Reinforced Polymer
Pultrusion
Introduction
Pultrusion is a manufacturing process that involves pulling continuous fibers, such as fiberglass or carbon fiber, through a liquid resin bath and then through a heated die. The resin cures and hardens as it passes through the die, creating a strong and durable composite material with a constant cross-sectional shape.
Pultrusion process is widely used in the production of structural profiles, rods, tubes, and other components that require high strength, stiffness, and corrosion resistance. Compared to other manufacturing methods, pultrusion is known for its ability to produce complex shapes with a high degree of precision and consistency.Pultrusion process also a cost-effective and efficient process. Pultrusion plays an important role in the composite materials industry and continues to be used for a variety of applications as new materials and processes are developed.
Materials Used in Pultrusion
Pultrusion is a manufacturing process used to produce Fiber Reinforced Polymer (FRP) composites by pulling continuous fibers through a bath of liquid resin and then through a heated die, where the resin is cured. The choice of materials used in the pultrusion process is crucial in determining the final properties of the composite, and several different materials can be used.
The two primary components of FRP composites are fibers and resin. Fiberglass and carbon fibers are the most commonly used fibers in the pultrusion process. Fiberglass is a cost-effective option that is easy to work with and has excellent strength-to-weight ratio. Carbon fiber is a high-performance fiber that is used when higher strength and stiffness are required.
The choice of resin used in the pultrusion process is critical in determining the final properties of the composite. Polyester resin is the most commonly used resin in the pultrusion process due to its low cost and excellent corrosion resistance.
Vinyl ester resin has higher strength and durability compared to polyester resin and is more commonly used in applications that require high-performance properties. Epoxy resin has excellent strength and stiffness and is often used in applications that require high-temperature resistance and superior bonding properties.
In addition to fibers and resins, other materials can be added to the pultrusion process to enhance specific properties. Fillers such as calcium carbonate or talc can be added to improve the stiffness and reduce shrinkage of the composite.
Fire retardants can be added to improve the fire resistance of the composite. Pigments can be added to change the color of the composite, making it more visually appealing.
Other materials that can be used in the pultrusion process include aramid fibers, which are lightweight, high-strength fibers that are commonly used in aerospace and defense applications.
Natural fibers, such as hemp or bamboo, are also used in some applications as they are renewable and have low environmental impact. Metallic fibers, such as steel or aluminum, can be used to create composites with excellent electrical conductivity.
Know more about https://anrvrar.in/how-many-making-method-of-frp/
Equipment Use in Pultrusion Process
Pultrusion molding is a production method used to manufacture fiber-reinforced plastic (FRP) composite products that have uniform cross-sections.
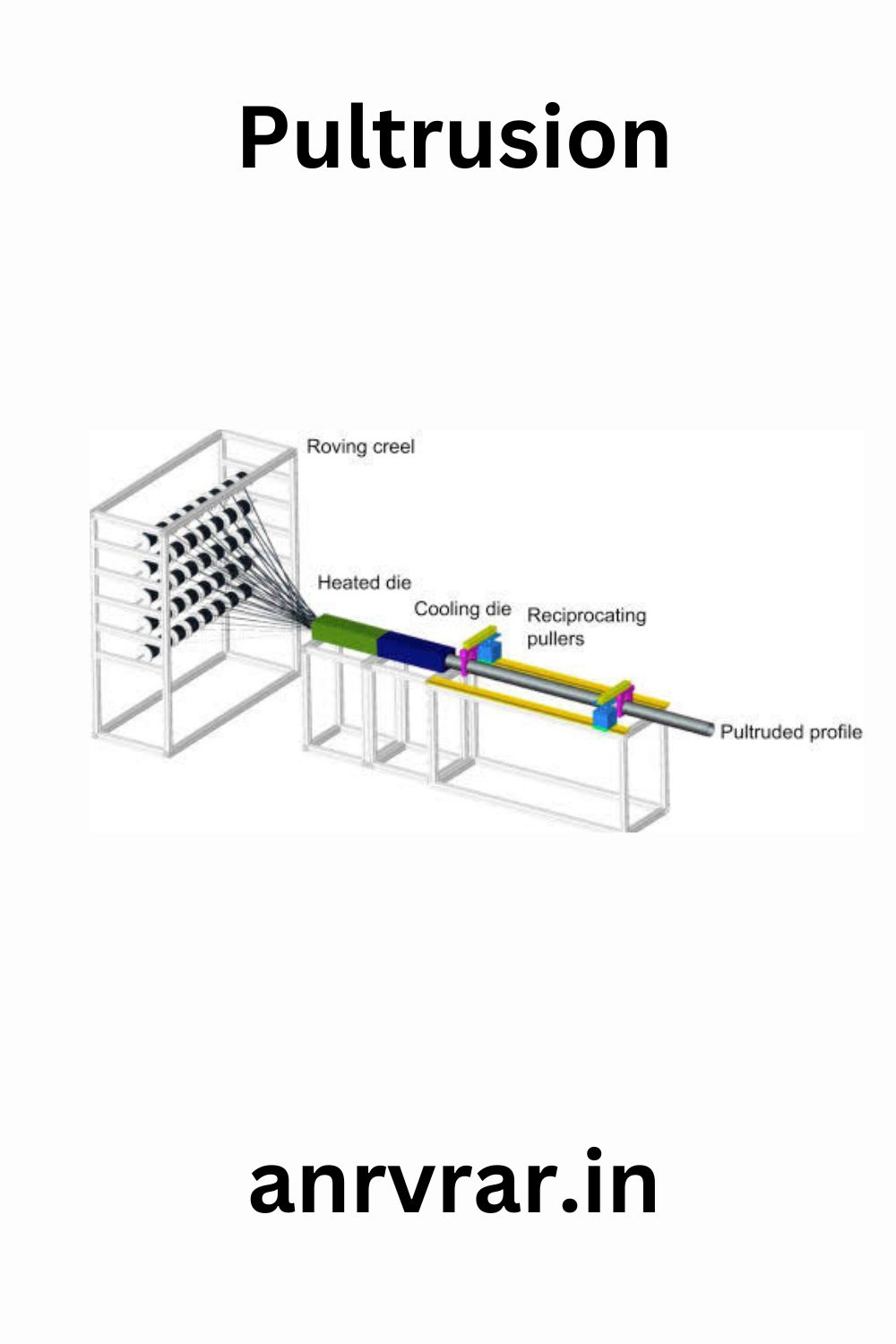
The equipment utilized in pultrusion molding generally includes a resin bath for holding the resin blend, a preforming station for aligning and spacing the reinforcing fibers, a pulling device to continuously draw the fibers through the resin bath and the heated die, a heated die for curing the resin and shaping the composite into the desired shape, a saw for cutting the finished product, and a cooling and curing station for cooling and solidifying the newly formed composite product.
Other machinery, such as a creel for holding spools of reinforcing fibers, a chopper gun for cutting and spraying short fibers for additional reinforcement, a resin delivery system for transporting the resin mix from the mixing station to the resin bath, and a tension control system for maintaining consistent tension on the reinforcing fibers throughout the pultrusion process, may also be used.
The particular equipment used in pultrusion molding can vary based on the product required, the type of resin and fibers used, and the size and scope of the manufacturing operation.
Process of Pultrusion
Pultrusion is a manufacturing process used to produce continuous, fiber-reinforced composite materials of various shapes and sizes. Here is a step-by-step process for making a product using pultrusion:
Raw Materials:
The process begins with the selection of raw materials including fiber reinforcement, such as glass fibers or carbon fibers, and a thermosetting resin system, typically polyester, vinyl ester, or epoxy.
Fiber Preparation:
The fibers are typically bundled into a roving or tow and are pulled through a resin bath or impregnation station, where the resin is applied and impregnates the fibers.
Preforming:
After impregnation, the fibers are formed into the desired shape, typically in the form of a continuous profile, such as a rod, tube, or angle. This is done by passing the impregnated fibers through a preforming tool, which shapes the fibers into the desired profile.
Pultrusion:
The preformed fibers are then pulled through a heated die, which solidifies the resin and cures the composite material. The die is typically heated using an oven or infrared heating system.
Trimming and Finishing:
Once the cured composite material exits the die, it is trimmed to the desired length and any excess resin is removed. The product is then finished according to the customer’s specifications, which may include cutting to length, drilling, painting, or other surface treatments.
Quality Control:
Throughout the pultrusion process, quality control checks are performed to ensure that the product meets the required specifications for strength, durability, and appearance.
Advantage of Pultrusion Process
Pultrusion has some advantages over other manufacturing processes, including:
High Strength-to-Weight Ratio:
Pultruded composite materials are lightweight yet strong, making them an ideal choice for applications that require high strength-to-weight ratios.
Corrosion Resistance:
Pultruded composites are highly resistant to corrosion, making them an ideal choice for use in harsh or corrosive environments.
Design Flexibility:
Pultrusion allows for the production of complex shapes and profiles with high dimensional stability, providing design flexibility and versatility.
Consistency:
The automated nature of the pultrusion process ensures consistent production of high-quality products, reducing the risk of defects and ensuring consistent performance.
Durability:
Pultruded composites are durable and resistant to a wide range of environmental factors, including UV light, moisture, and temperature changes.
Low Maintenance: Pultruded composites require little to no maintenance, reducing the cost and time associated with upkeep.
Disadvantage of Pultrusion Process
Pultrusion has some advantages, there are also some disadvantages to consider, including:
Limited Material Selection:
Pultrusion is typically limited to the use of thermosetting resins, such as polyester, vinyl ester, or epoxy, and fiber reinforcement, such as glass or carbon fibers. This can limit the range of properties that can be achieved in the final product.
High Upfront Costs:
The equipment and tooling required for pultrusion can be expensive, which can make it a less viable option for smaller production runs or lower volume applications.
Complexity:
Pultrusion is a complex manufacturing process that requires specialized knowledge and equipment. This can make it challenging for companies to implement in-house, requiring them to outsource the production of pultruded components.
Long Lead Times:
The tooling required for pultrusion can take a long time to produce, which can result in longer lead times for production runs.
Limited Ability to Modify Parts: Pultruded components are difficult to modify after production due to their high strength and stiffness, limiting the ability to make changes or adjustments once they are produced.
Limitations of Pultrusion Process
Limited Material Selection:
As pultrusion uses thermosetting resins and fibers, it may not be suitable for applications that require specific material properties that cannot be achieved with these materials.
Limited Geometric Shapes:
Although pultrusion can produce a wide range of shapes and profiles, the process is best suited for straight, continuous profiles and may not be ideal for complex or irregular shapes.
Production Volume:
The equipment and tooling required for pultrusion can be expensive, which may make it less feasible for smaller production runs or lower volume applications.
Surface Finish:
The surface finish of pultruded components may not be as smooth or aesthetically pleasing as other manufacturing processes, such as injection molding or extrusion.
Environmental Considerations:
The pultrusion process may generate waste material that must be properly disposed of, and the manufacturing process itself may consume significant amounts of energy.
Brittleness:
Pultruded components may be more brittle than other materials, which may affect their durability and impact resistance.
while pultrusion is a highly versatile and efficient manufacturing process, it is not without its limitations. Careful consideration should be given to the specific requirements of the application before choosing pultrusion as a manufacturing process.
Mechanical Properties of Pultrusion Process
Pultrusion is a manufacturing process used to create composite materials with high strength and stiffness-to-weight ratios. The mechanical properties of pultruded products depend on several factors, including the choice of materials, the design of the product, and the pultrusion process itself.
Here are some of the mechanical properties of products made by pultrusion:
Strength:
Pultruded products have high strength and can withstand heavy loads without deformation or failure. The strength of a pultruded product depends on the type of fibers used, the orientation of the fibers, and the resin matrix.
Stiffness:
Pultruded products are stiff and resistant to bending or flexing. This property is important for applications where the product needs to maintain its shape and resist deformation under load.
Durability:
Pultruded products are highly durable and resistant to corrosion, moisture, and other environmental factors. They are also resistant to UV radiation and can maintain their properties over a long period.
Fatigue resistance:
Pultruded products are designed to withstand repeated loading and unloading cycles without developing cracks or other forms of damage.
Thermal properties: Pultruded products have low thermal conductivity and can maintain their strength and stiffness at high temperatures. They are also resistant to fire and do not melt or drip when exposed to flames.
Chemical Properties of Pultrusion
The chemical properties of pultruded products are determined by the materials used in the manufacturing process, including the reinforcing fibers and the resin matrix. Here are some of the key chemical properties of pultruded products:
Resin matrix:
The resin matrix used in pultrusion is typically a thermosetting polymer, such as polyester, vinyl ester, or epoxy. These polymers have excellent chemical resistance and are resistant to a wide range of chemicals, including acids, bases, and solvents.
Reinforcing fibers:
The reinforcing fibers used in pultruded products are typically glass, carbon, or aramid fibers. These fibers are chemically inert and do not react with most chemicals. However, they can be affected by strong acids or alkalis, which can degrade the fibers over time.
Corrosion resistance:
Pultruded products are highly resistant to corrosion and can withstand exposure to harsh chemicals, saltwater, and other corrosive environments. This makes them ideal for use in marine, chemical processing, and other corrosive environments.
Flame resistance:
The resin matrix used in pultrusion can be formulated to provide excellent flame resistance. Pultruded products can meet various flammability standards, including ASTM E84 and UL 94.
UV resistance:
Pultruded products are resistant to UV radiation and do not degrade or discolor when exposed to sunlight. This makes them ideal for outdoor applications where exposure to sunlight is common.
https://en.wikipedia.org/wiki/Pultrusion
Strength of Fiber Reinforced Plastics (FRP) Components Produced using Pultrusion
The strength of Fiber Reinforced Plastics (FRP) components produced using pultrusion depends on several factors, such as the type of fiber and matrix material used, the manufacturing process, and the design of the component.
Pultrusion is a continuous manufacturing process that involves pulling continuous fibers through a resin bath, then through a heated die to cure the resin and shape the composite material into the desired profile. The resulting FRP component is characterized by a high fiber volume fraction, high stiffness, and high strength-to-weight ratio.
The strength of FRP components produced using pultrusion is primarily dependent on the type of fiber and resin used. Fibers commonly used in pultruded composites include glass, carbon, and aramid fibers, each with different mechanical properties. The choice of resin also has a significant impact on the strength of the composite. For example, epoxy resins are commonly used in high-performance applications due to their high strength and stiffness.
The manufacturing process itself also affects the strength of pultruded FRP components. The temperature and pressure used during the pultrusion process can affect the curing of the resin, which can impact the mechanical properties of the final product. The design of the component also plays a role in its strength, with features such as thickness, shape, and reinforcement affecting the mechanical properties of the part.
In general, FRP components produced using pultrusion are known for their high strength and stiffness, making them suitable for a wide range of applications, including aerospace, automotive, and construction industries.

Defect Occurs in Pultrusion Process
Here are some additional measures to address the issue of color difference in pultruded fiberglass profiles due to heating points:
Implement process controls:
Implementing process controls such as regular monitoring, documentation, and data analysis can help to identify and address issues that may cause color differences in the profiles. Keep track of process parameters, such as temperature, curing time, and materials used, and analyze the data to identify patterns or trends that may be contributing to color differences. Use this information to make necessary adjustments to the process to ensure consistent color in the finished profiles.
Consult with experts:
If you are facing persistent color differences in pultruded fiberglass profiles despite implementing the measures mentioned above, it may be beneficial to consult with experts in the field of pultrusion. Experienced professionals can provide valuable insights, recommendations, and solutions based on their expertise and knowledge of the pultrusion process. They can help troubleshoot the issue and provide guidance on how to improve the process.
Maintain cleanliness of the mold:
Mold cleanliness can also affect color consistency in pultruded profiles. Make sure to clean the mold thoroughly before each pultrusion run to remove any residue or contaminants that may affect the heating and curing process. Regularly inspect the mold for any signs of wear or damage that may contribute to color differences and address them promptly.
Control temperature and heating time:
Ensure that the temperature and heating time in the mold are consistent throughout the pultrusion process. Variations in temperature and heating time can result in uneven curing and shrinkage, leading to color differences in the profiles. Use temperature sensors and timers to monitor and control the temperature and heating time accurately.
Use high-quality materials:
Use high-quality materials, including resin, roving, and any other additives, that are consistent in quality and properties. Variations in material properties can result in color differences in the final product. Use materials from reputable suppliers and ensure they meet the required specifications for the pultrusion process.
Regularly calibrate equipment:
Regularly calibrate the equipment used in the pultrusion process, including heaters, temperature sensors, timers, and other tools, to ensure accurate and consistent performance. Calibration helps to maintain process stability and prevent variations that may contribute to color differences in the profiles.
By implementing these additional measures, you can further minimize color differences in pultruded fiberglass profiles and ensure a high-quality finished product. Regular monitoring, proper material selection, and adherence to process controls are essential in achieving consistent color in pultruded profiles.
Consultation with experts and maintaining cleanliness and calibration of equipment can also contribute to resolving any issues related to color differences. Remember to always follow industry best practices and consult with experienced professionals to ensure the best results in your pultrusion process. Happy pultruding! 8. Implement process controls: Implementing process controls such as regular monitoring, documentation, and data analysis can help to identify and address issues that may cause color differences in the profiles.
Keep track of process parameters, such as temperature, curing time, and materials used, and analyze the data to identify patterns or trends that may be contributing to color differences. Use this information to make necessary adjustments to the process to ensure consistent color in the finished profiles. 9. Consult with experts: If you are facing persistent color differences in pultruded fiberglass profiles despite implementing the measures mentioned above.
it may be beneficial to consult with experts in the field of pultrusion. Experienced professionals can provide valuable insights, recommendations, and solutions based on their expertise and knowledge of the pultrusion process. They can help troubleshoot the issue and provide guidance on how to improve the process. 10. Maintain cleanliness of the mold: Mold cleanliness can also affect color consistency in pultruded profiles. Make sure to clean the mold thoroughly before each
FAQ
What are the examples of pultrusion process?
There are many example of pultrusion process
1.FRP Rod and Bar Section
2.tool handle
3.beam
4.decks.
5.cable tray
One thought on “Pultrusion Process of Fiber Reinforced Polymer”